【現地レポート】博物館併設!ノーサンブリアの文化を伝えるアドゲフリン蒸溜所
- 造り手
- 蒸溜所(海外)
2024.12.11




北海道長沼町の馬追丘陵に位置するマオイ自由の丘ワイナリーが前身となり、2021年に誕生した馬追蒸溜所。
ワインの醸造に加え、スコットランドのフォーサイス社よりハイブリッド式の蒸留器を導入し、ウイスキー、ブランデー、フルーツブランデーの生産を行なっています。
今回Dear WHISKYは馬追蒸溜所に直接伺い、お話を聞かせていただきました。
現地レポートとなる今回の記事では、蒸溜所の様子だけでなく、ワインの製造についてもお伝えします。また、インタビュー編では馬追蒸溜所を運営するMAOI株式会社代表取締役社長である、村田哲太郎さんにお話を伺いました!インタビューでは村田さんのウイスキー造りにおける想い、馬追蒸溜所の今後の展望などをお話しいただきました!
こちらもぜひご覧ください!
夕張群長沼町にあるこの蒸溜所は、2006年から始まったワイナリーを前身とした蒸溜所です。
ウイスキーだけでなくワイン、ブランデーも製造しており、長沼町の気候にあったお酒造りをしています。
上質なニューポットを造ることで、ニューポット自体も、これから造るウイスキーも、広く大勢の方に飲んでいただくという事を目指し、麦の味にこだわったウイスキーを造っています。
プライベートカスクの販売や馬追蒸溜所倶楽部という会員制度などほかの蒸溜所には見られない様々な取り組みを行っています。
| 蒸溜所名 | 馬追蒸溜所 |
| 創業 | 2021年 |
| 本所所在地 | 〒069-1316 北海道夕張郡長沼町加賀団体 |
| 蒸溜所公式HP | 馬追蒸溜所公式ホームページ |
札幌市から車で約1時間、広大な大地を抜け、馬追丘陵を少し登ったところに馬追蒸溜所はあります。
蒸溜所の入り口にある馬とブドウを模ったロゴが訪れる人々を温かく迎えます。さらに蒸溜所からは美しい石狩平野を一望することができます。

馬とブドウを模ったロゴ
馬追蒸溜所の外観は、黒がベースとなっており落ち着いた雰囲気があります。壁面には馬追蒸溜所のロゴが黄金色で縁取られています。
馬追の地になじみながらもしっかりとした存在感を感じさせる蒸溜所となっております。

蒸溜所の外観
入口から蒸溜所に入るとまずは心地よい木の香りを感じることができます。蒸溜所の内部のエントランスホールは木目張りになっており、外観とは打って変わって温かな雰囲気に包まれます。
エントランスホールから行くことのできるバルコニーからは北海道の雄大な大地を一望することができました!エントランスの床は一部がガラス張りになっており、ここから樽の貯蔵庫の様子を見ることができます。

一時貯蔵庫の様子
まず粉砕の工程について紹介します。
現在蒸溜所ではスコットランドのロリエットと北海道中標津産の「りょうふう」の2種類の麦を使用しています。
全体の30%をロリエットが、70%をりょうふうが占めています。
このりょうふうからできた原酒は麦の穀物感を強く感じることができます。一方でりょうふうはLPA<リッターピュアアルコール>(麦1Lあたりからとれる純アルコールの量)がスコットランド産ロリエットと比べ半分強であるという欠点もあります。また、りょうふうはグリストにしたときにも大きい形状のグリスト(ハスク)が多く生まれるためこの特徴が麦の味の強い原酒を生み出す要因の1つ になっています。また、ロリエットとりょうふうの粒の大きさが異なるため、ミルの幅を都度変える工夫を行っています。
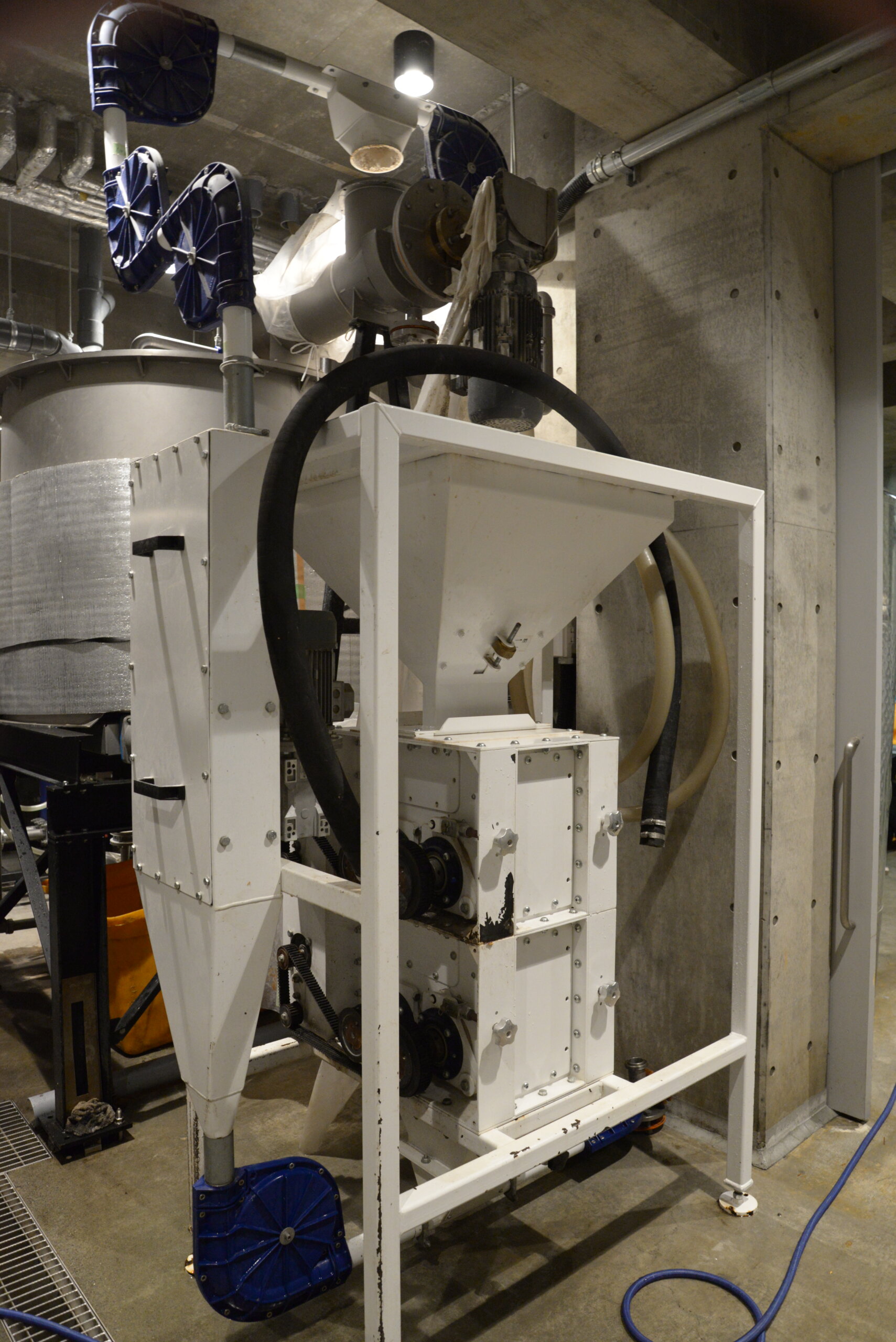
馬追蒸溜所で使用しているミル
粉砕を行うミルに並んで設置されているのが糖化槽です。馬追蒸溜所の糖化槽は1000リットルと非常に小さく、1バッチ200kg仕込んでいます。通常の糖化槽にはレイキと呼ばれるプロペラのような物がついておりレイキが回転することで糖化槽内のグリストを攪拌します。しかしこの糖化槽には、サイズが小さいためレイキがついていません。
そのため人の手によってグリストを攪拌しています。
この攪拌の際にも、スコットランド産の大麦と中標津産の大麦では違いがあります。中標津産の大麦は粒が小さいため攪拌するとき重い感触があるそうです。一方でスコットランド産の大麦はそこまで重い感触はしないそうです。
人の手による攪拌が馬追蒸溜所のウイスキーの特徴を生み出す一端を担っています!
馬追蒸溜所では発酵の際にディスティラリー酵母とエール酵母を使用しており、原酒を作り分けております。
発酵期間は4日間の時間をかけており、最初の2日間はアルコール発酵を行ない、その後2日間は乳酸発酵を行います。乳酸発酵をした原酒はより特徴的なエステル香が出てきます。

馬追蒸溜所で使用しているミル
馬追蒸溜所ではエントランスホールから蒸留器もガラス越しに見ることができます。
また、テイスティングスペースも併設しているため、テイスティングをしながら稼働する蒸留器を見ることができます!
馬追蒸溜所は、2つの異なる蒸留器、ハイブリット型のポットスチルと連続式蒸留器を備えています。
ポットスチルは釜が低く、横幅が広がりくびれた形状のネックと、横に直角に曲がるアームが特徴的です。

特徴的な形をした蒸留器
このような形状にした理由は、重い酒質の原酒、長期熟成に向いた原酒を造るためです。
蒸溜所が位置する長沼町は1年を通して寒暖差が小さい、冷涼な気候をしています。この気候は長期熟成のウイスキーを造ることに適しています。そのため、長期熟成できる麦の味が強い原酒を製造しています。
馬追蒸溜所には、蒸溜所の入り口の真下に貯蔵庫があります。現在使用している樽はバーボン樽とシェリー樽を主に使用しており、その他にも馬追蒸溜所で使われたブランデー樽やワイン樽、ミズナラ樽も使用しています。製造当初はソレラシステムを使っていましたが現在は使用していません。ソレラシステムとはシェリー酒を造る際に使われる独自のブレンド技術のことで、毎年新しくできるシェリー酒を1つの樽に継ぎ足しながらブレンドする方法のことです。
しかしソレラ樽の木には、香り成分が枯れて少なくなってしまうことが確認されたため、現在はシーズニング樽を多く使っています。

様々な大きさの樽が置かれた貯蔵庫
またクォーターカスクとオクタヴカスクといった小さい樽も使用しています。
蒸溜所がある長沼町は冷涼な気候をしているため熟成がゆっくりと進みます。これは長期熟成には向いているのですが、早く熟成させたいときには向いていません。
そのため早く熟成が進む小さいサイズの樽を使用することで熟成期間を短くすることを可能にしています。
馬追蒸溜所では、ウイスキーだけではなくワインも製造しています!
今回は、ワインの製造ラインも一部見学させていただいたのでそちらの様子もお伝えします!
発酵中の赤ワインの原料となるブドウ、白ワインの原料となるブドウ果汁を見ることができました。
ブドウ、ブドウ果汁共にブドウの華やかな香りと、発酵中にする少し鼻にツンとくる香りが施設に広がっていました!

発酵途中のブドウ
赤ワインと白ワインの熟成庫は、先ほどご紹介したウイスキーの糖化槽の近くにあります。
見学に行った際には、アップルブランデーの原料のリンゴ酒の発酵の真っ最中でした。こちらは直接香りを嗅がせていただきました。
実際に私たちもリンゴの甘さが凝縮された芳醇な香りを堪能させていただきました!

ずらりと並んだワインの発酵槽
樽に使われている木材はフレンチオークの新樽を使用しており、6ヶ月から18ヶ月ほど熟成を行っています。
私たちが樽の近くに寄ると、ほのかに赤ワインの香りを感じることができました!

赤みがかったワインの新樽
蒸溜所とワインの製造設備がどちらも見学できる場所は非常に珍しいので馬追蒸溜所に見学に行った際にはぜひワインの製造設備も見学してみてください!
馬追蒸溜所では長沼町の気候に適した長期熟成型のウイスキーを造られていました!北海道産の食材にこだわって、麦の味を強調するために様々な工夫がなされており、小さい蒸溜所ならではの設備も新鮮でした!今後の馬追蒸溜所がどのようなウイスキーを造っていくのか目が離せません!皆様もぜひ馬追蒸溜所に訪れてみてはいかがでしょうか?
また今回、私たちを案内していただいたMAOI株式会社代表取締役社長である村田さんに独占インタビューも行いました!こちらも併せてお読みください!