【現地レポート】博物館併設!ノーサンブリアの文化を伝えるアドゲフリン蒸溜所
- 造り手
- 蒸溜所(海外)
2024.12.11




現在世界中で大人気のジャパニーズウイスキーの中でも、そのクオリティの高さから国内外で高い評価を受けているベンチャーウイスキーの「イチローズモルト」。
今回Dear WHISKYは、ベンチャーウイスキーの創業者でイチローズモルトの生みの親である肥土伊知郎(あくと いちろう)さんにインタビューさせていただきました!
肥土さんは、ウイスキー冬の時代と言われていた2000年代にベンチャーウイスキーを立ち上げ、厳しい環境下に置かれながらも、イチローズモルトを世界から注目される銘柄にまで成長させました。
肥土さんへのインタビュー記事第1弾では、ウイスキーとの出会いから秩父蒸溜所設立、ベンチャーウイスキーでのウイスキー造りについてご紹介いたしますので、ぜひ最後までご覧ください!
江戸時代から続く造り酒屋を営む家庭に生まれた肥土伊知郎さん。東京農業大学農学部醸造学科(現:応用生物学部醸造科学科)を卒業後サントリー株式会社に入社し、営業職として勤めていました。その後は実家に戻り家業を手伝うことになります。2000年に運営していた羽生蒸溜所が閉鎖してしまった後、肥土さんは2004年にベンチャーウイスキーを設立。2008年には秩父蒸溜所を建設し、ウイスキー造りを始めました。
肥土さんが手がけたイチローズモルトは国内外で高い評価を受けており、世界的に有名なウイスキー品評会「ワールド・ウイスキー・アワード(WWA)」で6度の世界最高賞を受賞しています。
また、肥土さんは今年のワールド・ウイスキー・アワード(WWA)2024 で、ウイスキー界の殿堂入りに当たる「Hall of Fame(ホール・オブ・フェイム)」に選ばれました。日本人としてホール・オブ・フェイムに選ばれるのは5人目で、日本人としては最年少での殿堂入りとなります。

Hall of Fameの記念ボトルを掲げる肥土さん
ジャパニーズクラフトウイスキーのパイオニア的存在である株式会社ベンチャーウイスキーは、秩父蒸溜所の設立後、2008年よりウイスキー造りを行っています。埼玉県に秩父蒸溜所と秩父第二蒸溜所を所有しており、また現在は北海道に苫小牧蒸溜所を建設しています。苫小牧蒸溜所はグレーンウイスキーの製造を目的としていて、2025年春に操業開始予定です。
こだわりのウイスキー造りを行っているベンチャーウイスキーでは、秩父産大麦や埼玉で採れたピートの使用を試みており、蒸溜所内でのフロアモルティングによる製麦や、ガス直火による蒸留など、伝統を重んじた製造方法なども取り入れています。
Dear WHISKYでは過去に秩父蒸溜所の現地レポートや、グローバルアンバサダーを務める吉川さんへのインタビューも行っています!秩父蒸溜所でのウイスキー造りについてもっと詳しく知りたい方は、ぜひこちらの記事も併せてご覧ください!

ベンチャーウイスキーのロゴマーク
| 蒸溜所名 | 秩父蒸溜所 |
| 所在地 | 埼玉県秩父市みどりが丘49 |
| 創業(生産開始) | 2004年(2008年) |
| 会社名 | 株式会社ベンチャーウイスキー |
| 代表取締役社長 | 肥土伊知郎 様 |
| 公式SNS | 秩父蒸溜所 Facebook |
Dear WHISKY:
肥土さんがウイスキーに興味を持ったきっかけを教えてください!
肥土さん:
ウイスキーのテレビCMですかね。学生の頃、日曜洋画劇場を見ていると必ずサントリーウイスキーのCMが流れていたのですが、そういうCMを見て、なんとなくウイスキーってかっこいいなと思ったのが興味を持ったきっかけですね。
Dear WHISKY:
たしかにウイスキーのCMはかっこいいものが多いですよね!当時どういった銘柄の広告が流れていたのですか?
肥土さん:
サントリーのレッドやオールド、ローヤルといった銘柄の宣伝が流れていました。特にローヤルのCMは不思議な雰囲気があって、かっこよかったという印象がありますね。
Dear WHISKY:
ちなみに肥土さんはいつごろからウイスキーを飲まれるようになったのですか?
肥土さん:
父の会社でウイスキーを造っていたこともあり、大学生の時から少しずつ飲んでいたのですが、大学4年生の時に実家でお酒を造っていたことも影響して、酒造りに関心があったので酒類研究室に入ったんです。そのころから、本格的にウイスキーを飲むようになりました。
Dear WHISKY:
酒類研究室に入ってからウイスキーを本格的に飲まれるようになったとのことですが、きっかけなどはあったのですか?
肥土さん:
その研究室は日本酒を造っている酒蔵のご子息が多く、みんなで実家の酒を持ち寄って飲んでいたのですが、その時に友達から「日本酒ばっかりじゃつまらないからお前のとこのウイスキーを持ってきてくれ」と頼まれたんです。
それで実家のウイスキーを持っていって飲んでもらった時に、みんなが喜んでくれたことが嬉しく、誇らしかったのがきっかけですね。

ウイスキーとの出会いについて話す肥土さん
Dear WHISKY:
大学卒業後、どういった経緯でサントリーに入社されたのですか?
肥土さん:
家業が造り酒屋だという事もあり、当時からサントリーさんは身近な存在でもありましたので、就職活動先に選びました。初めは山崎蒸溜所でウイスキー造りの仕事がしたかったのですが、当時製造職は大学院卒しか募集していなかったため、営業系の職種で入社しました。
Dear WHISKY:
サントリー入社後はどのようなお仕事をされていたのですか?
肥土さん:
入社1年目は営業企画職で、主に輸入洋酒の販売促進やキャンペーン立案を担当していました。
ただ、現場経験を積みたいという想いがあったので、営業企画部長に頼み込んで営業職に異動させてもらいました。
Dear WHISKY:
営業職に移ってから大変だったことはありましたか?
肥土さん:
元々表立って話すのが得意な方ではなかったので、初めの頃はなかなか上手く行かなかったんです。営業前はかなり緊張してしまい、電柱の陰なんかで深呼吸してからじゃないと営業先の酒屋さんに入れない、なんてこともありました(笑)ただ色々と工夫して、徐々に成績を伸ばすことが出来ました。
Dear WHISKY:
どのようにして営業の成績を伸ばしていったのですか?
肥土さん:
営業企画時代の経験を活かした取り組みをしようと考え、営業先の酒屋さんの役に立つと同時にサントリーの売り上げにもつながるような企画を色々出しました。
その甲斐あって、担当していた地区での商品のシェアも上がり、業績表彰も受けることが出来ました。

サントリー時代を語る肥土さん
Dear WHISKY:
サントリーで営業の仕事をされたのち、どういった経緯でご実家に戻られたのですか?
肥土さん:
営業の仕事も板についてきたのですが、やっぱりお酒を造る仕事がしたいという気持ちが込み上げてきたんです。そんな折、父から電話があり「会社の業績が思わしくないから、実家に戻って手伝ってほしい」と頼まれました。これをきっかけにサントリーを辞め、実家に戻ることを決めました。
Dear WHISKY:
ご実家に戻られてからはどういった仕事を任されていたのですか?
肥土さん:
実家に戻ったら、ウイスキーをはじめとするお酒造りの仕事ができると思っていたのですが、父から「今は売り上げが芳しくないし、元々営業の仕事をしていたんだから営業に行ってくれ」と言われ、実家に戻ってからもお酒造りの仕事にはあまり携わることができませんでした。
Dear WHISKY:
蒸溜所を立ち上げる前はウイスキー造り以外の仕事が中心とのことでしたが、肥土さんはどのようにしてウイスキー造りについて学ばれたのですか?
肥土さん:
当時、軽井沢蒸留所※を所有していたメルシャンの役員の方とバーで知り合ったんです。そこで私が「将来自分の蒸溜所を立ち上げたいと思っているので、研修させてほしい」とお願いしたところ、許可していただきました。
当時すでに軽井沢蒸留所は生産を停止していたのですが、2006年に一時的に生産を再開し、その時に1ヶ月だけウイスキー造りの研修をさせていただきました。
Dear WHISKY:
軽井沢蒸留所で研修されたことがあったのですね!
肥土さん:
オフィシャルには軽井沢蒸留所の最後の蒸留は2000年だと言われているんですが、実際には2006年が最後の蒸留なんです。
その時に研修させてもらったのですが、研修中に造ったウイスキーの原酒は買わせていただき、今も熟成庫に眠っています。
Dear WHISKY:
研修に参加した当時に造った原酒を今後ブレンドやボトリングする予定はありますか?
肥土さん:
将来的にはそうしたいと考えています。現時点で15年ほど熟成しているのですが、かなりクセのある原酒なので、飲み頃まではもうしばらくかかりそうです。
Dear WHISKY:
軽井沢蒸留所以外でウイスキー造りを学ばれる機会はあったのですか?
肥土さん:
軽井沢蒸留所で研修させてもらった翌年にスコットランドのベンリアック蒸溜所で研修させてもらいました。
当時、ベンリアック蒸溜所はまだ個人経営の蒸溜所だったので、頼み込んで本場スコットランドでウイスキー造りを2週間学ばせて頂きました。
Dear WHISKY:
本場スコットランドでもウイスキー造りを学ばれたのですね!なぜ日本やスコットランドの蒸溜所で研修を受けようと思ったのですか?
肥土さん:
研修の最大の理由は、見学コースでは見られないウイスキー造りの仕事を知りたかったからです。
蒸溜所見学で見られる見栄えのいい部分だけでなく、その裏側までしっかりと学びたいという想いがありました。
Dear WHISKY:
見学では見ることのできない仕事にはどういったものがあるのですか?
肥土さん:
例えば、蒸留廃液の処分やドラフ(麦芽かす)処理、マッシュタンやポットスチルの中の清掃といったものですね。
こういった基礎的な仕事が1番大事だからこそ、それを学ぶためには実際に蒸溜所で働くしかないと思っていました。そういったことを学べたのが1番の収穫でしたね。
Dear WHISKY:
スコットランドでウイスキー造りを学ぶとは、さながら日本ウイスキーの父・竹鶴政孝さんのようですね!
肥土さん:
竹鶴政孝さんはかつて英国元首相に「頭の良い日本の青年が、1本の万年筆とノートでウイスキーづくりの秘密を盗んでいった」とユーモアを込めて評されたことがありますが、私の場合はペンとノートにデジカメが加わっていましたね(笑)

Dear WHISKY:
肥土さんの蒸溜所設立に懸ける想いの原点は何ですか?
肥土さん:
父の会社が営業譲渡をする事になり、人手に渡ってしまうことになった時に、羽生蒸溜所で造られ20年近く熟成していた原酒がありました。しかし当時はウイスキーが売れない時代だったので、期限までに引き取り先が見つからなければ廃棄されることになってしまったんです。
Dear WHISKY:
それは何とも耐え難いことですね…
肥土さん:
まさに20歳目前の子供たちが、目の前で捨てられてしまうような話ですよね。
このウイスキーはなんとしてでも自分の手で、世に出さなければならないと思ったんです。色々なところに掛け合った結果、福島の笹の川酒造さんに原酒を預かっていただけることになり、これらの原酒を製品として世に出すために「ベンチャーウイスキー」を立ち上げました。

秩父蒸溜所の熟成庫に眠る原酒
Dear WHISKY:
蒸溜所を立ち上げるにあたり、秩父の地を選んだのにはどのような背景があったのですか?
肥土さん:
秩父蒸溜所を立ち上げた当時はまだ資本力があったわけではなく、ものすごい制約条件の中でウイスキー造りをやっていかなければなりませんでした。
そんな中、私の生まれ故郷で、江戸時代から日本酒造りが盛んであった秩父であれば、酒造りに協力してくれる人も多いと思ったんです。
ゆかりある土地なので親戚も協力してくれて、色々と相談もさせてもらいました。
Dear WHISKY:
肥土さんにゆかりがあって、かつ酒造りが盛んな土地だったのですね!
肥土さん:
また、秩父市には蒸溜所を建設できるだけの十分な土地があったのも大きいですね。そのため、十分な土地があり協力者が多い、生まれ故郷の秩父に蒸溜所を建てるのが最適だと思いました。

秩父蒸溜所
Dear WHISKY:
秩父蒸溜所が設立された2008年当時、日本ではまだ「ウイスキー冬の時代」などと言われていましたが、そのような中で蒸溜所を建てるのに苦労したことなどはありますか?
肥土さん:
その当時はあまり感じていなかったのですが、今思うと本当に何から何まで大変でしたね。ウイスキーが売れない時代での蒸溜所設立でしたので、苦労は絶えませんでしたが、特に大変だったのは資金の調達でした。
Dear WHISKY:
資金調達が難しかったのですね。
肥土さん:
金融機関からお金を借りようとすると、「ワインならわかるけど、ウイスキーって売れてないでしょ?」と渋い顔をされてしまうことが多々ありました。
Dear WHISKY:
ウイスキーブームの今ではなかなか考えられないですね。肥土さんはどのようにして資金調達をしたのでしょうか?
肥土さん:
幸運なことに、ある銀行の支店長がウイスキー好きで、「ウイスキーって熟成があったりして大変だよね」と、ウイスキーに理解のある方だったんです。その方が本部に働きかけてくれたおかげで、なんとか融資獲得に至りました。

壁一面に飾られたベンチャーウイスキーの軌跡
Dear WHISKY:
資金の確保以外に大変だったことはありますか?
肥土さん:
土地の購入もかなりお金がかかるので、初期費用を抑えるために土地を埼玉県から借りているのです。
ただこの土地を借りるまでも一筋縄ではいきませんでした。
Dear WHISKY:
土地を借りるまでにどのような経緯があったのですか?
肥土さん:
県に申し込みをした後担当者の方が2度いらっしゃって、蒸溜所建設のプランを説明させていただいたんです。その後、担当者の方が稟議書を決裁者会議にかけてくれて、無事申請が通ったのですが、これには後日談があるんです。
Dear WHISKY:
それはどのようなものなのでしょうか?
肥土さん:
これは私も土地の引渡式で聞いたのですが、実は担当者の方が2回目にいらしたときは、この申請を断るために来たそうなんですよ。
ただ私の建設プランを聞いていたらどうにも断りきれなくなったらしく、申請を通してもらえることになったそうです。
Dear WHISKY:
肥土さんの熱意が伝わったのですね!担当者の方へはどのような話をされたのですか?
肥土さん:
とにかく色々な話をしました。
日本ではウイスキーが売れていなくとも、世界的には売り上げが伸びていること。日本でもスコッチウイスキーの輸入量が増えていること。国産含め、シングルモルトウイスキー市場は成長していることなど、とにかくウイスキーの未来は明るいと思ってもらえるような話をしました。

ウイスキー造りに懸ける熱い想いで県の担当者の方を説得した肥土さん
Dear WHISKY:
ジャパニーズウイスキーですと地名や蒸溜所名が付けられたウイスキーが多いと思いますが、「イチローズモルト」という名前にはどういった背景があるのですか
肥土さん:
はじめは父が残した原酒をボトリングしてリリースしたので、この原酒が造られた羽生蒸溜所にちなんで「羽生」と名付けようと思いました。ただ、羽生蒸溜所で造られた原酒には限りがあり、将来的に使用できなくなるので妥当ではないと考えました。また、「秩父」と名付けることも考えましたが、当時はまだ秩父蒸溜所建設前だったので、まだ存在しない蒸溜所の名前を冠するのもおかしいと感じたのです。
Dear WHISKY:
たしかにネーミングに悩む状況ですね。
肥土さん:
何かいい名前がないかと考えていた時に、バランタインやジョニーウォーカーといったスコッチウイスキーは人の名前を付けていることを思い出したんです。そこで最初は苗字の「肥土」を取って「アクトーズモルト」と名付けようとしたんですが、それだとどうも語呂が悪いので、下の名前の「伊知郎」から「イチローズモルト」と名付けることにしました。

ずらっと並べられたイチローズモルトの定番品ボトル
Dear WHISKY:
初めて「イチローズモルト」を販売したときのエピソードを教えてください!
肥土さん:
秩父蒸溜所で造られたウイスキーを売る前は、父の羽生蒸溜所で造られたウイスキーをボトリングして売っていました。当時笹の川酒造さんに預かっていただいていた原酒から、600本ボトリングしたのですが、ウイスキー用の瓶が無かったのです。
Dear WHISKY:
ではどのようにしてウイスキーをボトリングしたのですか?
肥土さん:
笹の川酒造さんの倉庫の中に使っていないワインボトルがあったんです。
このワインボトルを譲っていただき、最初のウイスキーをリリースしました。

ワインボトルに詰められた「イチローズモルト ヴィンテージ シングルモルト 1988」
Dear WHISKY:
秩父という土地がウイスキー造りに与える影響はありますか?
肥土さん:
1番影響を受けるのは、熟成の過程だと思います。秩父は山に囲まれた盆地なので、年間の寒暖差が大きいのが特徴です。
寒暖差が大きい環境ではエンジェルズシェアが大きい代わりに、ウイスキーの熟成が早く進みます。
Dear WHISKY:
実際に熟成させた結果はいかがでしたか?
肥土さん:
少ない熟成年数の割に、非常にしっかりとした熟成がされていました。これを少量販売することにしたのですが、販売時点でこれらの原酒の熟成期間が3年未満だったので、ウイスキーと名乗ることはできませんでした。
そこで、生まれたてという意味で「ニューボーン※」と名付けて発売しました。

秩父で造るウイスキーの魅力を語る肥土さん
Dear WHISKY:
2019年に設立された秩父第二蒸溜所はどういった背景から設立されたのでしょうか?
肥土さん:
ベンチャーウイスキーではずっと「Back to Tradition(バック・トゥー・トラディション)」を大切にしていました。秩父蒸溜所建設当時から、1950~1960年代のスコッチウイスキーの味を再現したいという想いがありました。
ただ、ウイスキーを造り始めた頃は、様々な事情から再現が難しい部分もあり、昔ながらの製造方法をより一層充実させるために誕生したのが秩父第二蒸溜所なのです。
Dear WHISKY:
秩父第二蒸溜所ではどのようにして昔のウイスキーの味を再現しようとしているのですか?
肥土さん:
1番のポイントは直火蒸留です。昔のスコッチを再現するのに最も近道なのは、当時と同じ造り方を取り入れることです。現在、ウイスキーを蒸留する際、ポットスチルをスチームで加熱するのが一般的ですが、昔は直火でポットスチルを加熱していました。これを秩父第二蒸溜所でも取り入れています。

ガス直火加熱方式をとっている秩父第二蒸溜所のポットスチル
Dear WHISKY:
現在北海道苫小牧市にグレーンウイスキーの蒸溜所を建設しているとのことですが、これにはどのような背景があるのでしょうか?
肥土さん:
前々よりグレーンウイスキーを自社で造りたいという想いはありましたが、きっかけとなったのはコロナウイルスの感染拡大でした。
Dear WHISKY:
ウイスキー業界でもコロナウイルスによる影響が大きかったのですね。具体的にはどういったことが背景にあったのでしょうか?
肥土さん:
今までグレーン原酒は主に海外から輸入したものを使用していたのですが、コロナによる物流の大混乱や、ウクライナ戦争による原材料の価格高騰があり、今後のリスク回避の観点からも自社でグレーンウイスキーを造る必要性が出てきました。また、感染拡大により、出張にも行けず、会社のデスクで過ごす時間が増えた時に、グレーンウイスキー蒸溜所設立に向けて色々調べていた中でグレーンウイスキー蒸溜所設立の実現が現実味を帯びてきたんです。
Dear WHISKY:
なぜ秩父から遠く離れた苫小牧を蒸溜所の建設地に選ばれたのですか?
肥土さん:
とにかくグレーンウイスキー蒸溜所を建てるのに好条件の土地だったんです。土地が安く水が良いことに加え、物流面で優れているというのが魅力的でした。以前から苫小牧港にはグレーンウイスキーの原料となるトウモロコシを運ぶ貨物船が来ていたので、原材料の入手が容易なんです。加えて、ゆくゆくは国産のトウモロコシの割合を増やしたいと考えているのですが、北海道は日本最大級のトウモロコシの産地なので、そういう面も魅力的でした。
Dear WHISKY:
苫小牧蒸溜所で造られるグレーンウイスキーはどのように活用される予定ですか?
肥土さん:
基本的には自社で造っているブレンデッドウイスキーに使いたいと思っています。ほかにもシングルグレーンウイスキーをリリースすることも選択肢として視野に入れています。
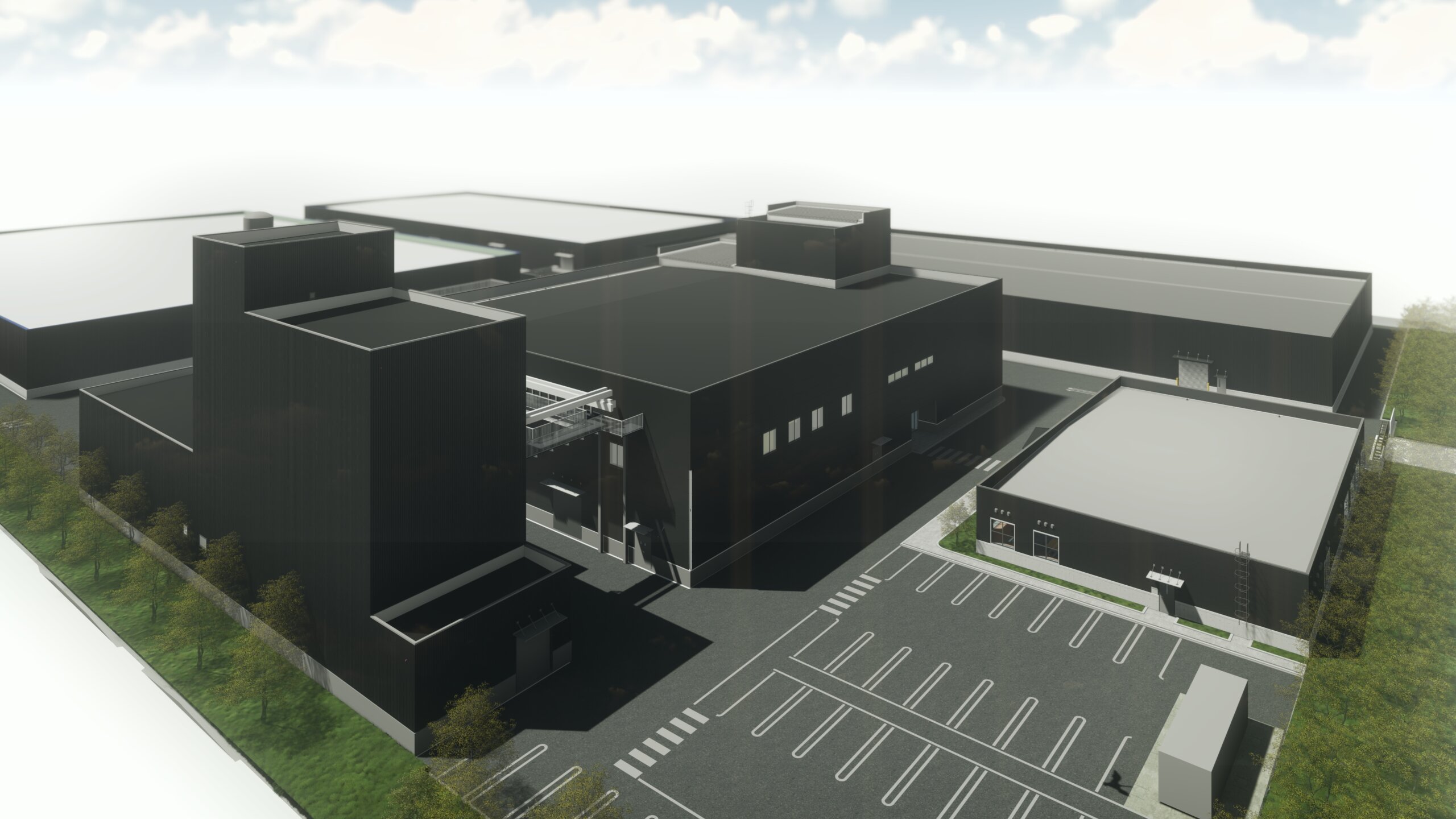
現在建設中の苫小牧蒸溜所(イメージ図)
以上が肥土伊知郎さんへのインタビュー第1弾でした!肥土さんとウイスキーとの出会いから秩父蒸溜所誕生秘話、ウイスキー造りへのこだわりについて伺いました。
インタビュー第2弾では、ブレンダーとしての信念やHall of Fame受賞について、ウイスキーに懸ける想いなどについて伺います。是非、インタビュー第2弾もご覧下さい!