
【独占インタビュー】第1弾:世界一のウイスキーコミュニティ、ザ・スコッチモルトウイスキー・ソサエティに独占インタビュー
- 造り手
- ボトラーズ
2024.05.17



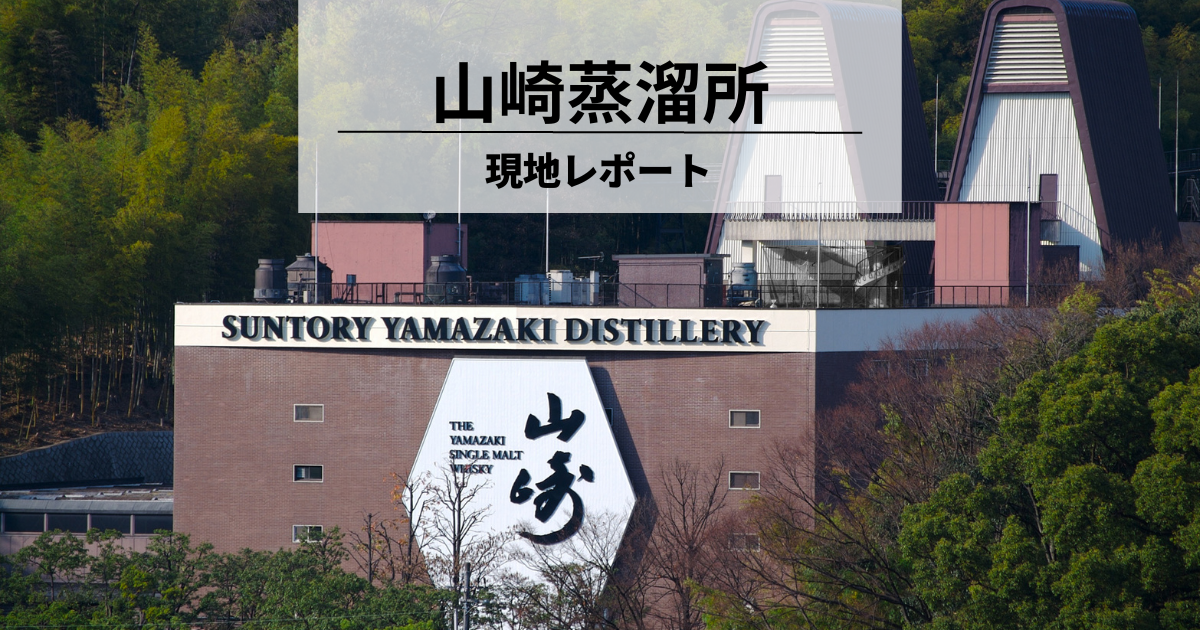
天王山の麓に佇む、レンガ色の建物が美しい山崎蒸溜所。
日本初のモルトウイスキー蒸溜所であり、現在でも日本のウイスキーの名所として知られています。
2023年3月に行われた、山崎蒸溜所の改装前最後の取材会に参加させていただきました!
今回は山崎蒸溜所特集として、山崎蒸溜所の蒸溜所見学の様子とウイスキーのスペシャリストである佐々木さん、山崎蒸溜所工場長の藤井さんへお話を伺いましたので、そちらの様子をお伝えします!
蒸溜所見学では、現地レポートとして普段は入れない箇所など含め詳しくお届けします!
見学の後には、響の構成原酒の一部をテイスティングさせていただきました!
また、サントリー社内資格「ウイスキーアンバサダー」を取得し、更にウイスキー文化研究所の資格認定制度の中でも最難関資格である「マスター・オブ・ウイスキー」の初代合格者でもある佐々木太一さんに質問をさせていただいた様子と、藤井敬久工場長へのインタビューの様子をお届けします!
是非一緒に山崎蒸溜所の取材会に参加した気持ちでご覧ください!
1923年、サントリーの創業者である鳥井信治郎氏は、輸入品ではない本格的な国産のウイスキーにこだわり、ここ山崎の地に日本初の蒸溜所を建設しました。
「日本人の繊細な味覚に合った、日本のウイスキーを造りたい」という信念のもと、鳥井氏によるウイスキー造りが始まりました。現在でもその信念は継承され、サントリーのウイスキー造りに生かされているそうです。

山崎蒸溜所の外観
| 工場名 | 山崎蒸溜所 |
| 工場長 | 藤井 敬久 |
| 所在地 | 大阪府三島郡島本町山崎5-2-1 |
| 電話番号 | 075-962-1423 |
| 蒸溜所HP | https://www.suntory.co.jp/factory/yamazaki/ |
今回の取材会では、まず初めに藤井工場長から自己紹介をしていただき、山崎蒸溜所の歴史などをお聞きした後、工場見学に向かいます!その後は響の構成原酒のテイスティングをさせていただいて、質疑応答という一日の流れになります!

工場長の藤井敬久さん
工場長の藤井敬久さんは、サントリーに1985年に入社後にウイスキー研究室に配属され、それから約38年間ウイスキー一筋でお仕事をされているそうです!最初の頃は、主に樽貯蔵開発や原酒の開発を担当されていたそうです。
その後ブレンダー室に転属され、ブレンダー室主席ブレンダーを務めた後、2010年に山崎蒸溜所第20代工場長に就任されました!
1899年に創業者・鳥井信治郎氏が大阪市に「鳥井商店」を開業し、ぶどう酒の製造販売を始めたのがサントリーの始まりでした。「日本人の味覚にあった洋酒を作り、日本の洋酒文化を切り拓きたい」という信念のもと、様々な試行錯誤を重ね、その後1907年に発売した甘味葡萄酒「赤玉ポートワイン」が見事大ヒットを収め、サントリーの礎となりました。この経験が、「日本でも必ず洋酒の時代が来る」と鳥井氏に確信させ、のちにウイスキービジネスにチャレンジするきっかけとなりました。
その後1923年に日本初の蒸溜所である山崎蒸溜所の建設に着手し、翌年から蒸溜を開始しました。今年2023年はこの山崎蒸溜所建設からちょうど100年という節目の年であることから、ジャパニーズウイスキー100周年とされています!
また、鳥井氏がウイスキー造りを始める場所としてここ山崎の地を選んだ理由は、二つありました。
一つ目は、山崎にある「水無瀬神宮」から湧き出る「離宮の水」を使用するためです。
美味しいお酒造りには美味しいお水が欠かせませんが、この「離宮の水」は大阪府で唯一「名水百選」に選ばれているほど、とても美味しい水なんだそうです!
二つ目は、ウイスキーを熟成するための湿度の高さが理想的だったためです。
ウイスキーは樽に入れられて長い期間熟成されますが、必ずしも人々にとっての心地よい気温や湿度がウイスキー造りに適しているとは限りません。桂川、宇治川、木津川の合流するポイントがすぐ近くにあること、これが程よく高い湿度を生み出し、熟成を効率的に進めるのだそうです!
熟成期間中の財政難や、日本人の味覚に合わせたウイスキーを造ることの試行錯誤など、様々な困難がありましたが、鳥井氏は諦めることなく「日本にウイスキーを広めたい」という信念を貫きました。
早速ウイスキー工場の見学に向かいます!今回案内していただくのは、サントリー社内資格「ウイスキーアンバサダー」とウイスキー文化研究所公認の「マスター・オブ・ウイスキー」の資格を持つ、佐々木さんです。
工場へ向かっている途中、いたる所で改装にむけた工事が行われていました。

一部改装中の山崎蒸溜所の様子(2023年3月時点)

金型の蒸溜器の釜
工場に入っていく前に紹介していただいたのは、山崎蒸溜所初期の蒸溜器です。蒸溜器の釜は世界各国で形が違い、金型というのはとても珍しいんだそうです!
工場の中に入って生産工程を見せていただきます!最初に見せていただいたのは、この大きな仕込槽です。

仕込槽
まず、粉砕した麦芽を約60度のお湯にさらします。仕込槽の中には熊手のような形のものがついているので、これで時間をかけてゆっくりとかき混ぜます。
長時間かき混ぜていると、徐々に麦芽に含まれるでんぷんが糖分となって沈殿していきます。この麦汁の糖度は大体14%くらいで、かなり甘いマスクメロンに匹敵するほどの甘さだそうです!
先ほどの麦汁に酵母を加え、発酵していきます。こちらの部屋は普段は入れないのですが、特別に案内していただきました!

発酵槽
酵母を加えると、酵母が麦汁の中に含まれる糖分を吸収していきます。最初液面は発酵槽の半分ほどしかありませんが、10時間ほどで徐々に泡が上がってきて大体20時間経つと最も液面が高くなるそうです。
その後、酵母の活動が収まり液面が下がっていきます。その酵母の働きで生み出されるのが、アルコールと炭酸ガスということです!

発酵槽で発酵されている実際の様子
完全に発酵したかどうかは、時間とテイスティングで確認するそうです。発酵が完了すると、泡が消え綺麗な鏡面のようになります!

蒸溜を行うポットスチル
次に、ポットスチルと呼ばれる蒸溜釜を見せていただきました!
中に入っていくと、左右に6個ずつ釜がありました。左側の釜は初溜といって、一度目の蒸溜を行うものです。先ほどのアルコール数7%ほどになった液体を下から1,300度の直火で熱し、アルコールを気化させます。すると釜の上部の方には気化したアルコールが流れていき、そのまま冷却器に送られ、一度気化したアルコールが冷やされて再び液化します。この工程によって、アルコール度数が大体3倍ほどになるそうです!
それを、今度は右側の再溜用のポットスチルで二度目の蒸溜を行います。
こちらは初溜と違い間接蒸溜と呼ばれる蒸溜方法が用いられ、120度の蒸気で間接的に熱することで、雑味成分が取り除かれます。
この二度目の蒸溜の際に最適なアルコール度数は60%~70%ですが、これを満たすのは蒸溜された液体のうちの20%ほどのみです。この残りを再度、初溜からでてきたものにもう一度混ぜて蒸溜し、また20%のみを使用します。そして、またその残りを初溜に混ぜていきます。この一連を繰り返していきます!

熟成庫内の様子
ニューポット(蒸溜されたばかりの蒸溜液)を樽に詰めて、こちらで長時間じっくりと寝かせます。
同じニューポットでも詰める樽の大きさ・形状・材質、貯蔵庫内の保管位置などのウイスキーが熟成される環境によってその香味は複雑に変化するそうです!

ウイスキーの樽の大きさは複数あります
こちらでウイスキーの樽の大きさを比較させていただきました。
樽の大きさが小さければ小さいほど、樽が液に触れる面積が増えることから、熟成が早くなります。しかし、熟成はただ早ければよいというわけではありません!ウイスキーそれぞれに適したピークがあるので、それに合わせて何年も熟成が行われます。

1924年に山崎蒸溜所に一番最初に入ってきたという樽
製造工程見学の最後に、なんと1924年に山崎蒸溜所に最初に入ってきたという樽のうちの一つを見せていただきました!!
樽の真ん中あたりをよく見ると、「LAOAVE」という文字があります。これは、スペインのシェリー酒の会社の名前だそうです。その下の「CADIZ」はスペインの西の方にある港町の名前を指します。当時の現物を見せていただける機会はなかなかないので、とても貴重な経験をさせていただきました!!

「サントリーウイスキー響」の構成原酒
蒸溜所の中を紹介していただいた後は、数々の権威ある賞を受賞している「サントリーウイスキー響」の構成原酒をテイスティングさせていただきました!
アルコール度数が50%以上あるこのホワイトオーク樽原酒。
嗅いでみるだけで鼻の奥がツンと刺されるような感覚がしました。アルコール度数が高くなればなるほど香りが中に隠れてしまいますが、加水をすることで香りが開くのだそうです!
味わいは、香ばしい感じのモルティさとウッディさが特徴です。
1:1くらいで加水をしてみると、レモンやグレープフルーツといった柑橘系のようなさわやかさと、完熟のリンゴのような柔らかい香りが広がって、甘みはもちろん、舌の奥の方では柔らかな苦みも感じられます。
スパニッシュオークは読んで字のごとくスペインの樽で熟成されたものです。スペインの樽は甘味や渋み、また色がウイスキーに付きやすいそうで、見た目も香りもホワイトオーク樽原酒との明らかに違いがありました。
味わいは、フルーティでなめらかな甘みが特徴です。柑橘系というより、熟成しきった果実のような、圧倒的な熟成感を感じます!しかし、飲んだ最後の方ではかなりの苦みを感じます。この苦みと余韻の長さがスパニッシュオークの特徴です!
こちらは気温によって香りが変化することがあるそうです!この日は暖かかったので、少しクリーミーな香りでしたが、冬の寒い日ですととげとげしいスパイシーな香りが強くなります。
香木の香りと長い余韻が特徴的です。
他の原酒とブレンドされてミズナラの飛びぬけたテイストが入ることで、響全体の調和がとれます。
爽快かつ複雑なスモーキーさが特徴です。飲んでみると、オフィシャルでも紹介されている通り、香り以上にかなりパンチの強いピートとビスケットの甘さが感じられます。ここで加水をしてみると、先ほどの力強さに相まって、穀物の豊かな香りや柑橘系の爽やかさが広がりました。その後のスモーキーの長い余韻も特徴的です。
テイスティングの後は、ウイスキーのスペシャリストである佐々木さんや、ブレンダー室長の野口さんへ質問をさせていただきました!また、佐々木さんはサントリー社内資格「ウイスキーアンバサダー」の取得者であり、更にウイスキー文化研究所の資格認定制度の中でも最難関資格である「マスター・オブ・ウイスキー」の初代合格者でもあります!

山崎蒸溜所外観
質問:
なぜ4月1日がジャパニーズウイスキーの日なのですか?
佐々木さん:
4月1日は、山崎蒸溜所のはじめての商品であり、国産ウイスキーの第1号でもある「白札」が発売された日であることから、「ジャパニーズウイスキーの日」とされています。
質問:
ウイスキーのボトルに書かれている○○年とは、なんの年数を指すのですか?
佐々木さん:
ウイスキーで使用している原酒の最低熟成年数です。
例えば12年とかいてあるウイスキーであれば、数十~数百の原酒をブレンドしていても、そのすべての原酒が最低でも12年以上熟成されたものだということです。
質問:
長年愛されているサントリーウイスキー「山崎」ですが、製造する際はどのように歴史のある味わいを繋いでいるのですか?
藤井工場長:
まず、味わいを繋いでいく点に関しては、科学分析などを用いて味を確認することもあります。しかし最終的に瓶詰めをする時はブレンダーによって決定されています。なぜなら、数字は一致しているものの、味わいは全く違うということがウイスキーの世界ではあるからです。数字では把握しきれないのもウイスキーの奥深さであり、面白さです。
そして、お客様がウイスキーを味わうのと同様に、私たち自身の舌でウイスキーを味わっていくことが重要だと考えています。
質問:
ポットスチルの過熱方法で、直火蒸溜をしているものは何基あるのですか?
佐々木さん:
見学していない場所にあるものも合わせて、工場内には全部で8組(16基)のポットスチルがあります。見学していただいた部屋の左側にあったものはすべて直火(ガス)で蒸溜される初溜基です。また、右側にあったものはすべて間接(スチーム)で蒸溜される再溜基です。山崎蒸溜所では、初溜はすべて直火で、再溜はすべてスチームを使って蒸溜しています。
質問:
改装後の山崎蒸溜所内でフロアモルティングをしたモルトはどう使っていくのですか?
野口さん:
たくさんの量を作ることはできないので、全てのモルトをフロアモルティングに代えるわけではありません。現在はまだテスト段階ではありますが、フロアモルティングが商品の品質向上につながっていくという感触は得ています。現在は試用期間なため、今後どのように使用していくかはこれから検討していきます。
質問:
発酵樽には木桶とステンレスがあるそうですが、それぞれの特徴と、あえて木桶を使っている理由を教えてください。
佐々木さん:
木桶の発酵樽は非常に保温効果が高く温度が下がりにくいのが特長です。ステンレスの発酵槽はそれとは対照的に温度が下がりやすいです。
香味については、発酵の度合いによって変わるため一概には言えませんが、木樽の方が少し複雑さが増すような印象はあります。
管理については、木樽は乾燥してしまうことがあるのに対し、ステンレスは洗って乾かすことができるので管理がしやすいという違いがあります。
質問:
品質の高い商品を造ることを目指すのはもちろんだと思いますが、今後造りたい原酒の方向性は決まっていますか?
藤井工場長:
私達が目指す最終的な商品の形としては、何か突出した香味があるというよりも、色々な香りを感じられるようなウイスキーがサントリーの特徴だと思うので、その構成要素となるような原酒を造っていきたいと思っています。
質問:
歴史を繋ぐためには数値だけではなく、ブレンダーをはじめとする皆さんの感覚が大切とのことですが、トレンドに合わせてウイスキーの味わいを変更することもありますか?
藤井工場長:
もちろんありますが、トレンドに合わせて特に大きな味わいの変更をする場合は公表をしています。
例えば、「山崎25年」という希少な商品も、昨年メインで用いる原酒をスパニッシュオークからミズナラへ大幅に変更しました。
その大きな変更のタイミングは、マスターブレンダー(中味の最高責任者)が決定します。また、味わいの方向性がトレンドに合っているかどうかは、チーフブレンダーが検討をします。
質問:
熟成のピークはどうやって図っているのですか?
藤井工場長:
もちろん、定期的に現場でサンプルをとってテイスティングをしますが、ブレンダーとしての経験もあるかと思います。例えば、樽の種類や温度、熟成年数などの要素から、大体の味わいの予想をたてられるような感覚をもっています。
実際には、その経験をもとに予想して、テイスティングをして確認をするという作業になることが多いです。
質問:
スコットランドでは蒸溜所間で原酒の売買をして色々なウイスキーを造っているが、日本は原酒の売買システムがないため、自社でおぎなわなければいけないという現状があると聞きました。現在100種類ほどの原酒があるそうですが、ボトル(商品)を作るときに何種類ヴァッティング(混ぜる)するかは決まっているのですか?
藤井工場長:
何種類かという数は決まっておらず、目指す味わいによって変更をしています。
質問:
工場内にはたくさんの樽がありましたが、原酒などの管理方法はどのように行っているんですか?
藤井工場長:
樽については、基本的に熟成年数の長さなどで配置を決定しています。原酒については、ウイスキーがどのように熟成されていくかは実際に確認をしないとわからないこともありますので、実際に樽からサンプルをとって判断をしています。もし計画よりも熟成が進んでいれば、早めに使用するなど対応をしています。
工場長の藤井さんに直接お話を伺いました!

工場長の藤井さんとウイスキー市場推移
DearWHISKY:
先ほどの製造工程の見学の中で、様々な種類のポットスチルがありましたが、こちらは必要に応じて変更していったのですか?
藤井工場長:
そうですね。既存のポットスチルの破損、もしくは商品を生産する上で新しい形のポットスチルが必要になった場合に検討をします。その際は、どういう味わいを生み出すために、どういった形のポットスチルが必要なのかを、ブレンダーと一緒にこれから数十年先を見越して導入するという流れです。
DearWHISKY:
長期的に見て導入するのですね!
ちなみに、ちょうどウイスキー市場が一時低迷してしまっていた時期に藤井工場長は山崎蒸溜所に入社したとのことですが、どのようにここまで復活を果たしたのですか?
藤井工場長:
私がサントリーに入社したのは1985年で、製造量のグラフ(上記写真)で見るとちょうど市場が減少傾向に転じるタイミングでした。その後ウイスキー市場は20年以上にわたり減少を続け、大変不安な日々が続きました。たくさんの試作品を作って試行錯誤したものの、あまり結果は出ませんでした。
しかし、まずはウイスキーの良さや飲み方を知ってもらいたいと思い、色々な場所に営業にいったり、新しい飲み方を模索したりしました。その結果、食事と一緒にウイスキーやハイボールを楽しむという新しい形を提案し、それが社会に定着してきたことで、近年少しずつ回復の兆しが見られています。
DearWHISKY:
食事と一緒にウイスキーやハイボールを楽しむという新たな提案が多くの人に受け入れられたことが、ウイスキー市場の回復に大きく貢献したのですね!
近年のウイスキー市場の盛り上がりについてはどのように感じていらっしゃるのですか?
藤井工場長:
やはり、率直にとても嬉しいという気持ちです。長期間の不況もあり、より一層嬉しく感じています。これからも皆さんに美味しいウイスキーをお届けしたいと思っています。
以上、山崎蒸溜所の取材会の様子をお届けしました!
一般の人は入れない特別な部屋にも案内していただき、大変貴重な場所を見学させていただきました!
また、佐々木さんと藤井工場長のお話は、どちらもウイスキー好きにはもちろん、ウイスキーの奥深さを知るきっかけとなりました!!
山崎蒸溜所の皆さん、ありがとうございました!

 アイキャッチ231009.png)












